What is USP 800? How Does it Impact Pharmacies and Compounding Facilities?
USP 800 is a regulatory chapter issued by the United States Pharmacopoeia. It covers crucial standards and design requirements for the safe handling of hazardous drugs in pharmaceutical and healthcare environments. Enforced by the FDA, USP standards maintain best practices for the design and compliance of USP 800 (hazardous – both sterile and non-sterile) compounding rooms. Specifically, these environments require many of the same requirements of USP 797 (sterile non-hazardous) with added consideration for the handling of hazardous drugs (HDs). Of much discussion, cleanroom compounding areas allow safer handling and fewer operator risks when contained within a negative pressure exhaust flow.
Of much discussion, are the required changes for cleanroom compounding areas and negative pressure environments.
The content below does not constitute a recommendation for your facility, but instead, is an educational resource. This information will help you ask pointed questions when consulting with a cleanroom specialist or a regulatory oversight body.
Looking for a personal copy of USP standards? View our previous post and apply for a free copy of USP cleanroom standards.
What is A Negative Pressure Cleanroom and How Do They Work?
The mechanism of a negative pressure room is rather simple: remove more air than is introduced over a set period of time. Naturally, air flows from high pressure to low pressure. An airtight containment structure and calibrated HVAC system ensure that the negative room externally exhausts any aerosols, while also introducing fresh conditioned air for breathing and temperature control.
A negative pressure cleanroom requires a low pressure containment area with externally exhausted air. Slightly negative pressure ensures that harmful gases, noxious odors, and toxic compounds cannot spread to parallel areas. Adjacent high pressure rooms ensure that any hazardous liquids or aerosols cannot escape during entry, exit, or passthrough. Negative exhausts within storage cabinets and workstations evacuate airborne hazards directly from work surfaces to external environments.
Definition of a Negative-pressure room: A room that is maintained at lower pressure
than the adjacent spaces, and therefore the net airflow is into the room. (USP)
For non-hazardous compounding, over-pressurization (positive pressure) ensures that contamination does not penetrate entrances or seals to critical areas. Learn more about positive pressure designs for non-hazardous drugs.
USP 800 Water Channel – Negative Pressure Standards
Before USP 800, small volumes of HD compounds were permissible in negative pressure workstations, despite positive room pressure. Hence, those most impacted by USP 800 revisions are often smaller facilities with limited space and HVAC capacity who will now require a negative pressure system. USP also requires that HDs be unpacked within a neutral or negative pressure room.
In contrast, some facilities face the problem of cleanroom pressure being too negative. USP 797 required negative pressure for HDs of at least 0.01 inch water channel, however USP 800 designates a zone only acceptable between 0.01 and 0.03 in WC.
Excessive negative pressure increases the risk that gaps, cracks, conduits, and entrances pass contamination inward to critical areas. Likewise, an over-built system is more taxing on the air handling system, thus less efficient and more costly. Adding further complexity, Class 1 and Class 2 CSPs have unique environmental requirements.
Water Channel Monitoring Requirements

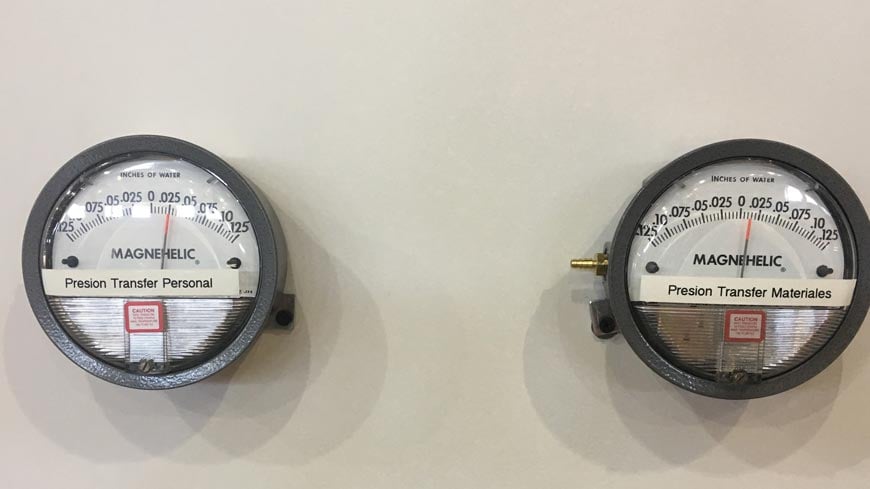
A dedicated water channel gauge and monitoring system ensure that the pressure differential is slightly negative, but not too negative.
The above image shows a water channel gauge at rest within a training cleanroom. Our USP cleanroom systems provide factory modification for gauges and any electrical conduits when connecting a monitoring system.
USP 800 C-PEC & C-SEC Engineering Controls
We’ll briefly cover USP requirements for primary engineering containment devices, however the final understanding and equipment assessment is the responsibility of the manufacturer. Most of the requirements remain unchanged for most facilities who previously require negative pressure environments. However, requirements for water column specifications and appropriate environments for different air flow stations have changed. It’s important that the manufacturer review and understand these directly, and ensure that the workstation in question meets all essential parameters and standards.
Containment Primary Engineering Control Standards
The most common types of safety containment devices include structural and equipment based precautions.
A Containment Primary Engineering Control (C-PEC) sits within a sealed, walled-off room. The room surrounding the C-PEC functions as Containment Secondary Engineering Controls (C-SEC).
A Containment Secondary Engineering Control (C-SEC): Externally vented, 12 air changes per hour, negative pressure between 0.01 – 0.03 inches of water channel
Containment Segregated Compounding Area; a type of C-SEC. Type of C-SEC with nominal airflow (12 ACPH) and room pressurization requirements (negative pressure between 0.01 0.03 inches of water column) as they pertain to HD compounding.
USP Standards for C-PECs
Most HDs do not require a fully isolated and contained glovebox. These are generally reserved for antineoplastic, biohazardous, or volatile substances. A standard A2 bio safety cabinet is adequate in some case for hazardous compounds. A2 cabinets recirculate ~70% of all air for reintroduction into the cabinet. All cabinets still require external venting for any non-recirculated air.
Note: the definition of an isolator is subject to change.
“Antineoplastic, biohazardous, radiopharmaceuticals, or volatile substances require a BSC II+ or CACI.” Radiopharmaceuticals are now covered under USP 825.
“The C-PEC must be located in a C-SEC, which may either be an ISO Class 7 buffer room with an ISO Class 7 ante-room (preferred)…”
“Sterile and nonsterile HDs must be compounded within a C-PEC located in a C-SEC.” – USP 800 2019 (pg. 3)
Containment ventilated enclosure (CVE): A full or partial enclosure that uses ventilation principles to capture, contain, and remove airborne contaminants through HEPA filtration and prevent their release into the work environment.
Non Sterile HD Compounding Cleanroom Design
“Nonsterile HD compounding must be performed in a C-PEC that provides personnel and environmental protection, such as a Class I Biological Safety Cabinet (BSC) or Containment Ventilated Enclosure (CVE)”
C-SCA – What is it?
Sometimes, compounding is acceptable within a C-SCA room. The C-SCA is limited for use with a BSC II+ or CACI, including a 12-hour or less BUD.
“If the C-PEC is placed in a C-SCA, the beyond-use date (BUD) of all compounded sterile preparations (CSPs) prepared must be limited as described in 797 for CSPs prepared in a segregated compounding area.” – USP 800 2019
Containment Segregated Compounding Areas (C-SCA) allow compounding of Class 1 CSPs within non-classified containment areas. Class 2 CSPs require compounding within a classified cleanroom suite.
The area does not require ISO 5 air quality, but does require the same operator and environmental protection assets within all HD areas (HEPA filtered air, negative pressure and monitoring, externally exhausted, 12 ACPH).
A C-SCA is an unclassified space that does not meet ISO standards for air changes per hour, particulate levels, nor does it require unidirectional air flow. Unidirectional air flow and laminar flow are often used interchangeably, however these terms suggest slightly different methodologies.
Unclassified space: A space not required to meet any air cleanliness classification based on the International Organization for Standardization (ISO). The area does not require ISO 5 air quality.
Sterile HD Compounding Cleanroom Design
- “ALL C-PECs used for manipulation of sterile HDs must be externally vented.”
- “Sterile HD compounding MUST be performed in a C-PEC that provides an ISO Class 5 or better air quality, such as a Class II or III BSC or CACI.”
- Class II+ BSC, CACI, or A2, B1, or B2 are acceptable.
○ Under negative pressure that ranges from 0.01 to 0.03 inches of water column (inch WC) relative to all adjacent areas.
○ Maintains at least 12 air changes per hour (ACPH).
○ Vents airflow directly to the outside.
○ Daily monitoring and alarms which ensure airflow directly to the outside.
HD Storage Requirements for USP 800 Cleanrooms
Storage and pressure monitoring are important for compounding cleanrooms, both hazardous and non hazardous. This post is a response to questions we receive about the specific pressure monitoring requirements for USP 797 and USP 800 cleanrooms. Most of these questions regard to hazardous compounding, specifically in control rooms and storage cabinets.
Refrigeration and Storage Requirements for Antineoplastic HDs:
Antineoplastic HDs requiring manipulation other than counting or repackaging of final dosage forms…
- Any HD active pharmaceutical ingredient (API) must be stored separately from non-HDs in a manner that prevents contamination and personnel exposure.
- Non-antineoplastic, reproductive risk only, and final dosage forms of antineoplastic HDs may be stored with other inventory if permitted by entity policy.
- Refrigerated antineoplastic HDs must be stored in a dedicated refrigerator in a negative pressure area with at least 12 ACPH [e.g., storage room, buffer room, or containment segregated compounding area (C-SCA)].”
- If a refrigerator is placed in a negative pressure buffer room, an exhaust located adjacent to the refrigerator’s compressor and behind the refrigerator should be considered.
Do Hazardous Storage Cabinets Require an Independent Pressure Monitoring System?
The answer is not clear when examining USP 800 documentation and appears open to interpretation based on your state or federal regulations. However, the more important question: how do you know that a cabinet maintains proper negative pressure if you can’t measure and monitor it?
In the case of a spill or compromised container, the negative pressure in the cleanroom prevents parallel areas from harmful exposure, but not necessarily the workers in the cleanroom.
A negative pressure gauge and alarm is the only way to prove and document that your storage or processing area maintains negative pressure as required by USP standards. It is not clear whether a non-permanent handheld monitor provides adequate air and pressure assessment for daily monitoring of storage or non-classified areas.
USP 800 states, “Presence of a pressure gauge and at least daily monitoring of negative pressure storage areas and non-sterile compounding areas helps ensure pressure requirements are continually maintained in these areas.”
How Do I get Help Building or Outfitting a Cleanroom?
The PAC cleanroom network includes expertise, prefabricated cleanroom builds, and turn-key solutions. Because we can provide both turnkey cleanrooms and all of the necessary cleanroom components a la carte — such as doors, passthroughs, and furniture; it’s far easier for contractors to contact a PAC specialist to curate and deliver these items. For help with a cleanroom construction project, call during business hours or answer a few short questions and we’ll get back to you within 24 – 48 hours.
Other questions? Send us a chat (lower right corner of your screen), or an email.











