
3D Printer Filament Storage: Is Humidity A Silent Killer for 3D Printed Parts?
Diagnosing the cause and precursors of 3D printed part failure is complex. Stringy prints, jams, bubbly uneven surface textures, improper extrusion flow, soft or brittle parts, and other common 3D printing build defects all inspire the same question…why do my 3D printed builds keep failing?
How Does Moisture Affect 3D Printing Filaments?
Indications of Possible Moisture Content in Failed 3D Printing Builds
- Filament cracks or makes popping noise as the filament is pushed through the extruded
- Holes in the top of parts
- Extruder tip bubbles with a tiny burst of steam, stringy or drooly
- The filament will not adhere to the print bed
- Repeated builds seem inconsistent or fail no changes in variables
- Extruder motor stops but filament keeps coming out
- Extruder motor starts but filament extrusion is delayed
- Parts become soft, fragile, and break easily
- Extruder jams
3D printing filament cabinets are the better, if not best moisture control solution for filament storage. Active dry cabinets control humidity and temperature which prevents moisture absorptions, even while in use.
An automatic humidity control cabinet with a hygrometer provides a quick and simple way to store 3D printer filament without hassle or baking. Changes in humidity directly affect air temperature, therefore automatically controlled drying environments exceed nearly all other methods for drying and storing 3D printing filament. The rear feed ports ensure your filament stays completely dry, easily accessible, and readily identified. Simply set the desired humidity level between low, medium, and high, and plug it in.


Humidity Before

Humidity After Powering On
What’s Wrong with Baking to Dry 3D Printer Filament?
Problems with Dry Baking 3D Printing Filament
- Natural gas and propane fired ovens produce water vapor, therefore an electric resistance oven is required.
- Heating entire spools of filament is not recommended or advised, hence unspooling and respooling is required
- Unused filament will require rebaking if again exposed to ambient air
- Heat relaxes the stress in the filament, causing it to relax in the coiled state
- Overbaking can cause the filament to melt and stick to itself
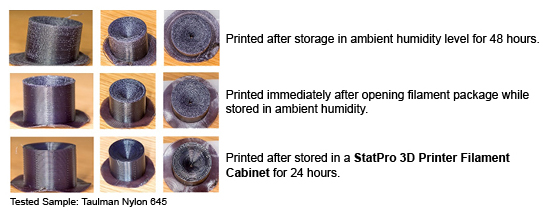
The Impact of Moisture on 3D Printed Parts
See the Difference in 3D Printing Quality
For DIY and commercial applications that require large quantities of filaments spools, dry cabinets are a cost-effective option that eliminates baking completely. This image demonstrates the differences in print quality when printing with filaments stored in ambient (room) humidity vs. dry storage:
Flow Rate and Filament Moisture
3D Printing Filaments That Should Never Be Stored In Ambient Air
Nylon, polycarbonate, and copolyester filaments all suffer ailments when exposed to moisture for extended periods of time.
PLA
PLA is an organic material that readily absorbs moisture, and is extremely sensitive to trace water content. Moisture also affects the diameter of the filament when it in storage.
PVA
Because PVA is a soluble support material, its ability to absorb water is a fundamental characteristic. Even mild humidity is enough to ruin an entire spool of unsealed filament.
Nylon
The effect of moisture on nylon 3D printing filament is profound, as it may fully saturate in as little as 18 hours. READ: Important note about Nylon
3D printers provide a number of advantages over traditional manufacturing prototypes for small production runs or low volume end-use parts. Prototyping is empowered by repeatability, accelerated speed to market, and low-cost product testing. Dimensional and chemical stability of engineered thermoplastics in combination with advanced additive manufacturing technologies provide design freedom for geometries that were once unfeasibly complex.
Designers assemble, hold, feel, and check a part for fit and function before spending tens-of-thousands on casts or injection molds. Avoiding contract manufacturers means designs stay in-house, trade secrets avoid spoil, and product teams receive immediate feedback critical functions. Importantly, designs that were born to fail, fail first, and fail fast, before unforeseen design constraints send projects to the scrap yard after months of time and millions of dollars dumped into R&D.
Part orientation, minimum thickness, geometry restrictions, support structure, material properties: When it comes to achieving the most functional 3D printed parts, you’ve thought of it all. Inadequate air flow, differential cooling, material constraints, and non-uniform thermal gradients: they all contribute to the common ailments like heat distortion, extrusion failure, and part curling during 3D printing. But what about part failure contributions that extend beyond the chamber or print tray? Storage environments and post processing techniques also contribute to the final quality of 3D printed parts.
If a 3D printing filament storage prevents one failed build of 80+ hours with expensive engineering grade thermoplastics, a filament dry cabinet has already paid for itself.
StatPro 3D Filament Storage Cabinet Features
- <10% ±5% RH: Optimal for all filament materials
- Convenient: No consumable parts
- Low Energy Consumption: 13W Avg. / 100W Max.
- 4 Filament Feed Ports: Prints while in dry storage
- Fast 2-Hour Recovery

Related Posts
 Sterile 3D Printing Materials for Medical Devices
Sterile 3D Printing Materials for Medical DevicesIs sterile 3D printing possible? Are 3D printed parts sterile? This comprehensive guide to 3D printing sterile parts provides materials that withstand various sterilization techniques such as autoclaving, heat, ETO, and gamma. Here's how 3D…
 How to Remove 3D Printing Support Material Faster and Improve Final Quality
How to Remove 3D Printing Support Material Faster and Improve Final QualityWhat's the easiest and fastest way to clean 3D printed parts with soluble support materials or standard support materials like HIPS and PVA? Here's how to clean the reaches of 3D printed parts including small…
 Your Guide to Preventing Moisture Damage in PCB & Component Production
Your Guide to Preventing Moisture Damage in PCB & Component ProductionIn modern electronics manufacturing, moisture is one of the most underestimated threats to yield and long-term product reliability. From SMT assembly to final development, uncontrolled humidity can quietly compromise components, PCBs, and finished assemblies. As…
 Why Is This the Best 3D Printing Filament Storage Solution?
Why Is This the Best 3D Printing Filament Storage Solution?Notably, filaments such as nylon may absorb unacceptable amounts of water in the short period of time they are on the printer. This cabinet provides active feedports for use during prints, and long term storage…
 BOFA Fume Extractors for 3D Printing
BOFA Fume Extractors for 3D Printing3D printers are known to produce a number of byproducts during operation. Common 3D printing filaments such as ABS and PLA are known as high emitters of ultra-fine particulates (UFPs), while nylon and PCTPE are…
 3D Printing Fume Extractors for Odors and Particles
3D Printing Fume Extractors for Odors and ParticlesDoes a HEPA filter capture ultrafine particles (UFPs). What toxins does 3D printing produce? Why should every 3D printer have both a activated carbon and HEPA filter?



