
Table of Contents
Support Material Basics – What Is It?
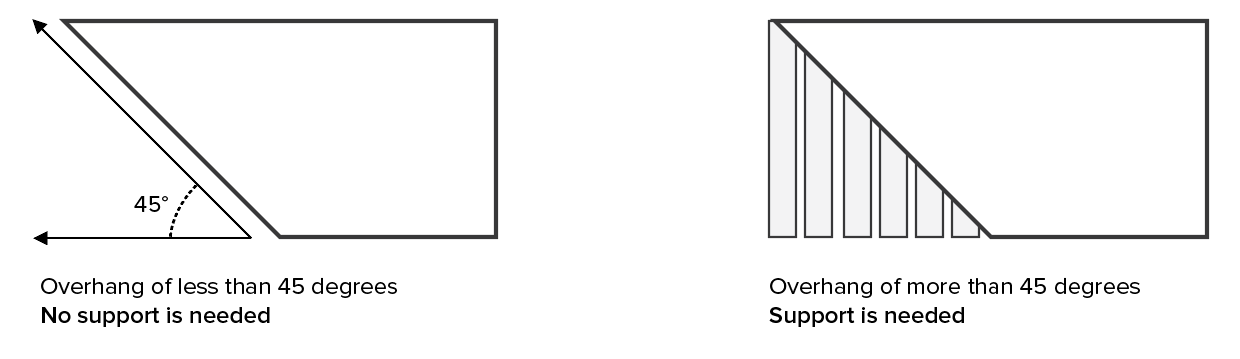
Gravity is a crucial consideration for the success of any 3D printed part. Support materials and structures ensure that extruded filament remains in its intended shape and form during the build and cooling process. With FDM 3D printing, support materials enable structures with an overhang of over 45° degrees.
Support Materials Technologies and Applications

Traditionally, removing support was messy. Binder based applications resembled something closer to archeological excavation rather than advanced prototyping technology. Removing the support material was wasteful and time consuming.
Snap-fits, hinges, and threaded fasteners require tight tolerances for functionality, therefore removing support material cleanly and thoroughly is potentially tedious, laborious, and time consuming.
Today, there are two popular types of support material technologies used by the majority of 3D printers; one type is broken or cut away by hand like a kit-kat bar (HIPS) and the other in which the material is soluble (see below) and dissolved in a chemical or water-based bath. FDM, SLA, DLP, and material jetting all rely on support structures for complex architectures, each with slightly different processing and support material availability.




Polishing and Cold Welding with Acetone

Acetone is another valuable 3D printing solvent. It is ideal for vapor smoothing, cold welding, and ideal for preparing parts for painting. Acetone dissolves layer lines and improves paint adhesion with minimal sanding. The overall result is an increase in surface detail without the loss of delicate or subtle features. Cold welding adheres 3D printed parts without adhesive or sanding by applying a thin layer of solvent. For PLA parts, acetone generates a sufficient bond for mock prototypes or reconnecting pieces that broke off post-print.








